
以下是:浙江省台州市液压油缸管原理的产品参数
产品参数 产品价格 7元 发货期限 24小时 供货总量 不限 运费说明 电议 小起订 1吨 质量等级 是否厂家 是 产品材质 20# 产品品牌 九冶 产品规格 30*36 发货城市 聊城 产品产地 聊城 加工定制 是 适用领域 机械 是否进口 否 产地 聊城 颜色 金属色 类型 绗磨 品牌 九冶 可加工 是 范围 液压油缸管原理供应范围覆盖浙江省、杭州市、宁波市、温州市、台州市、金华市、湖州市、绍兴市、舟山市、嘉兴市、衢州市、丽水市 椒江区、黄岩区、路桥区、玉环市、三门县、天台县、仙居县、温岭市、临海市等区域。 【九冶】持续拓展产品矩阵,现有玉环绗磨管定制不额外收费、天台绗磨管每个细节都严格把关、宁波绗磨管精心打造、杭州绗磨管好产品放心购、嘉兴绗磨管常年供应、温州绗磨管货品齐全等,满足不同场景需求。液压油缸管原理,九冶管业(台州市分公司)专业从事液压油缸管原理,联系人:李经理,电话:【17706353138】、【17706353138】,以下是液压油缸管原理的详细页面。 浙江省,台州市 台州市历史悠久,5000年前就有先民在此生息繁衍。武德五年(622年),置台州,以境内有天台山而得名,台州之名自此始。1949年10月,第六专区改称台州专区;1978年10月,改称台州地区;1994年8月,撤销台州地区,设立地级台州市。台州市素以佛宗道源享誉海内外,是佛教天台宗和道教南宗的发祥地。
想要探索液压油缸管原理的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:浙江台州液压油缸管原理的图文介绍创业以来的 绗磨管以卓越的性价比和优良的服务,让客户采购安心,使用放心,公司将一如既往;竭诚以优质的产品、优良的服务,与国内外各行业的客商紧密合作,共图发展我们也热诚欢迎客户来浙江台州九冶管业有限公司司考察,参观及技术交流!
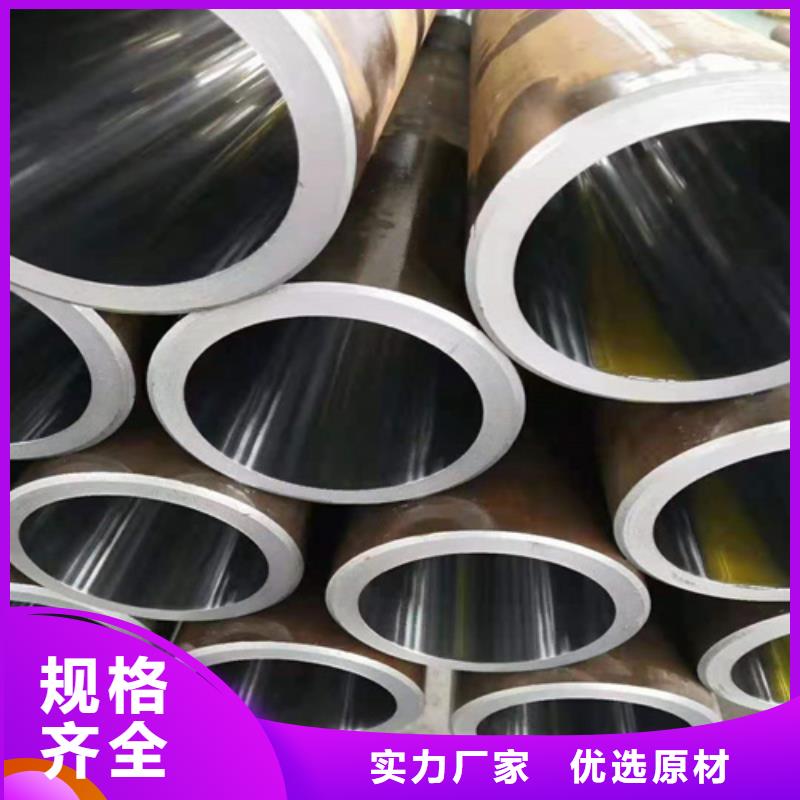
生产高精度冷拔管──液压缸体与传统的切削工绗磨管珩磨管 油缸管汽缸管艺比较,具有以下特点:生产效率高:用传统的方法生产一根内径420毫米,12米长的缸筒需154小时,用冷拔方法生产只需4分钟。率高:由于镗孔的滚压头兼起导向作用,在切削过程中,毛坯管由于自重产生挠度,致使滚压头绗磨管珩磨管 油缸管汽缸管和镗刀走偏,造成废品。率只能达到60%左右,而用冷拔方法生产,率可达95%以上。金属利用率高:用传统的镗孔方法制造缸体,金属利用率只有50-70%。用拉绗磨管珩磨管 油缸管汽缸管拔方法生产时,金属不但不被切削成铁末,反而可以得到30%的延伸,金属利用率可达95%。能改善成品管金属的机械性能:用拉拔方法生产,使毛坯得到30%以上的塑性变形,由于加工硬化而使成品管金属的强度限大为提高。一般在成品管内层强度限提高达60%。高精度冷拔管是用无缝热轧钢管、直缝焊管为坯料,经过化学处理后在专用冷拔机上,通过特种变形原理设计的模具进行拉拔,生产出高精度管。其尺寸精度达H10~H8,直线度达0.35~0.5mm/m,表面粗糙度达Ra1.6-0.4。
小口径绗磨管麻点缺陷处理 在加工之前表面会有很多的麻点,这是影响小口径绗磨管质量的重要因子,要想经过绗磨后获得质量好的液压油缸管 ,就需要对这些麻点进行修复。那么,小口径绗磨管表面缺陷的修复方法有哪些呢? 1.加大冷拔变形量 增加冷拔变形道次,加大总变形量,可以达到降低麻点深度,减小珩磨磨削余量的目的。 2.优选热轧管坯料 冷拔管麻点缺陷均是由热轧管所引起的,所以,通过选择锈蚀程度小、壁厚均匀的热轧管,可以减少麻点缺陷,提高缸筒的成材率。 3.热轧管内孔缺陷清理 。 质量是产品的前提,只有质量好了,才是服务客户的根本,所以,对液压油缸管 表面的缺陷进行完美的修复,是我们对客户的承诺
一般在成品管内层强度限提高达60%。高精度冷拔管是用无缝热轧钢管、直缝焊管为坯料,经过化学处理后在专用冷拔机上,通过特种变形原理设计的模具进行拉拔,生产出高精度管。其尺寸精度达H10~H8,直线度达0.35~0.5mm/m,表面粗糙度达Ra1.6-0.4。 绗磨管厂滚压具有以下特点:(1)生产效率高:用传统的方法生产一根内径420毫米,12米长的缸筒需154小时,用冷拔方法生产只需4分钟。(2)率高:由于镗孔的滚压头兼起导向作用,在切削过程中,毛坯管由于自重产生挠度,致使滚压头和镗刀走偏,造成废品。率只能达到60%左右,而用冷拔方法生产,率可达95%以上。(3)金属利用率高:用传统的镗孔方法制造缸体,金属利用率只有50-70%。用拉拔方法生产时,金属不但不被切削成铁末,反而可以得到30%的延伸,金属利用率可达95%。(4)能改善成品管金属的机械性能:用拉拔方法生产,使毛坯得到30%以上的塑性变形,由于加工硬化而使成品管金属的强度限大为提高。一般在成品管内层强度限提高达60%。高精度冷拔管是用无缝热轧钢管、直缝焊管为坯料,经过化学处理后在专用冷拔机上,通过特种变形原理设计的模具进行拉拔,生产出高精度管。其尺寸精度达H10~H8,直线度达0.35~0.5mm/m,表面粗糙度达Ra1.6-0.4。
冷轧精密无缝钢管具有内外壁无氧化层、承受高压无泄绗磨管珩磨管 油缸管汽缸管漏、高精度、高光洁度、冷弯不变形、扩口压扁无裂缝、表面已作防锈处理等特点,主要用于机械结构、液压设备及汽车摩托车绗磨绗磨管珩磨管 油缸管汽缸管管珩磨管 油缸管汽缸管的气动或液压元件,如气缸或油缸等。 冷轧基本的工艺流程是:热轧毛管—>毛管检查、修磨—>毛管酸洗—>毛管酸洗后复检绗磨管珩磨管 油缸管汽缸管—>冷轧—>精拉道次前矫直—>酸洗、润滑—>精拉—>成品前处理—>入库。生产需要注意控制:毛管壁厚要均匀、内外表面缺陷少;要配置外表面抛光及内孔缺陷清理设备。 与绗磨管珩磨管 油缸管汽缸管普通冷轧钢管相比,冷轧精密无缝钢管生产增加了热轧毛管酸洗复检工序,主要是要保证毛管外表面无折叠、裂纹等缺陷,排除掉内表面存在折叠、严重划线、麻面等缺陷的毛管。一般冷轧精密无缝钢管生产所使用的工具的表面光洁度要求在Ra0.4以上,尺寸精度达到H3以上,硬度要求在HRC70以上。同时要求拉轧过程中不能出现顶头或模具粘钢现象。绗磨管珩磨管 油缸管汽缸管
选购液压油缸管原理来浙江省台州市找九冶管业(台州市分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:李经理-【17706353138】,地址:[丁块工业园]。













